Суть газовой сварки, алгоритм выполнения, инструменты и материалы, преимущества и недостатки методики

Сварка – это одна из методик соединения частей металлической детали в один элемент.
Существует несколько способов обработки металла, среди которых – газовый тип сваривания металлов.
В этой статье будет детально рассмотрено применение этого типа сварки, его плюсы и минусы, а также материалы, которые понадобятся для работы.
Общая информация
При газовом способе обработки металлов для создания высоких температур применяются вещества газообразной формы. Часто сварка производится кислородом, аргоном либо ацетиленом.
Сварочная работа проводится за счет огня. Именно горение создает высокие температуры, способные плавить металл.
В газовом пламени есть три зоны:
- Ядро
- Зона восстановления
- Факел.
Само пламя классифицируется на три типа:
- Нормальный – разные составляющие смеси подаются в равном соотношении. Внешне определяется цветом в синих тонах с более ярким оттенком средней зоны.
- Науглероживающий – понижена подача кислорода. Зона факела приобретает яркий желтый цвет.
- Окислительный – понижена подача ацетилена. Насыщенность тона пламени бледнеет, длина языков укорачивается.
Регулировка соотношения подачи смеси производится по определению цвета языка. В соответствии с типом пламени изменяется показатель температуры, с которой будет происходить обработка металла.
Зачастую температурная норма превышает 3000°С. Этот показатель подходит для разных типов металлов.
Типичным режимом газового сваривания при помощи газа является работа с нормальным типом пламени при подаче кислорода и ацетилена в равных пропорциях. В случае изменения цвета и перехода на другой тип пламени проводится перенастройка подачи.
Применение
Сварка при помощи газа происходит как с применением сварочного прутка, так и без него. В первом случае шов создается соединением кромок деталей расплавленным металлом прутка, во втором – свариванием самих кромок деталей.
Однако такой тип сваривания подходит не для каждого типа металла. Использовать ее стоит для обработки жести, тонкостенных стальных деталей (до пяти миллиметров), цветных металлов, чугуна либо инструментального вида стали.
Для работы с этими типами металла характерен плавный, мягкий нагрев поверхности.
Область применения газовой обработки металла достаточно широка. Этот тип сварки можно применять как в промышленных масштабах, так и для бытовых работ.
Плавный нагрев поверхности защищает от деформации, что важно для сваривания тонкостенных деталей. Ключевым моментом является правильная настройка подачи рабочей смеси и верно подобранный тип огня.
Поджиг происходит при помощи спички либо зажигалки, при полной подаче рабочей смеси. Настройка типа пламени проводится уровнем подачи ацетилена.
Виды газов для сварки

Газовая сварка часто проводится при помощи ацетилена. Его создание происходит благодаря реакции карбида кальция и воды, химическая формула конечного результата - C2H2.
Он имеет резкий, характерный запах. Температура возгорания чистого ацетилена - 335°С, при смешении с кислородом - 227°С.
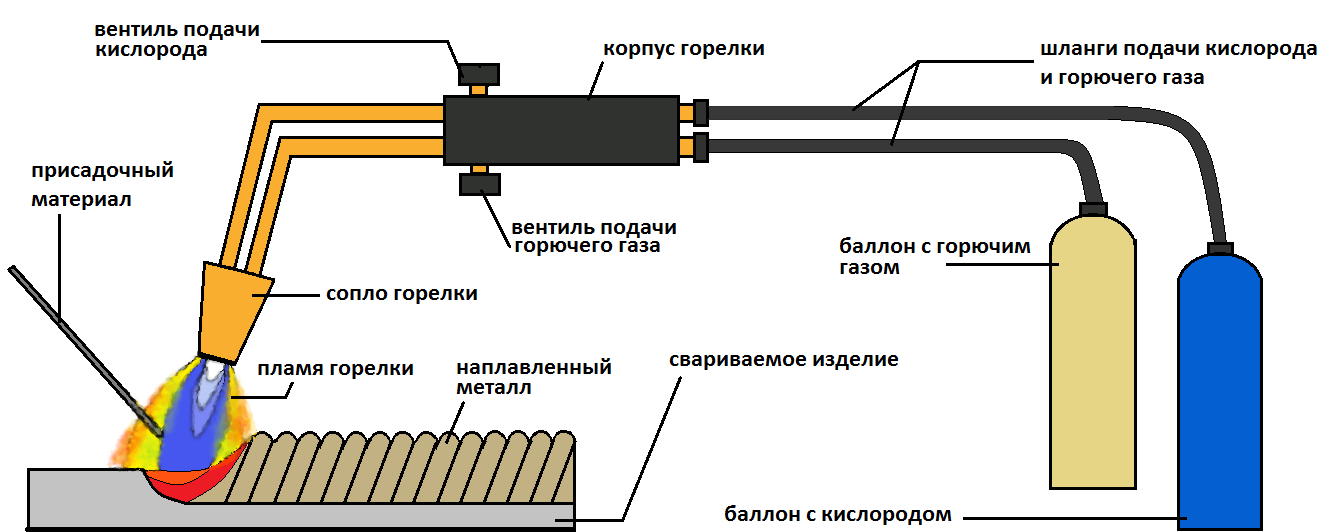
Газопрессовый тип сварки проводится смешением ацетилена с кислородом в сочетании 1:1. Цветовая маркировка баллонов для кислорода – синий. Баллон подключается к аппарату при помощи шланга.
Подача происходит на давлении не превышающем четыре атмосферы. Через второй шланг подключается подача ацетилена.
Сварочная горелка оборудована специальным механизмом, благодаря которому происходит смешение ацетилена и кислорода в рабочее вещество.
При необходимости, ацетилен можно заменить другими веществами, однако следует учитывать характеристики заменителя, их соотношение с показателями ацетилена.
Необходимое соотношение газа с кислородом для каждого типа:
- Пропан - 1:0,6.
- Метан - 1:1,6.
- Водород - 1:5,2.
- Керосиновые пары - 1:1.
Стоит помнить, что при метановой или пропановой обработке деталей из стали применяются электроды с повышенным содержанием марганца и кремния.
Температура воздействия, превышающая уровень плавления металла, повышает показатель расплавленности. Это делает шов более качественным, однако не стоит сильно завышать температурный режим. Достаточно двойной концентрации.
Плюсы и минусы

Процесс сваривания при помощи газовой сварки не сложен. Однако в применении этого метода есть свои плюсы и минусы.
Самыми подходящими металлами для такой обработки являются медь, латунь и чугун.
Высокая температура горения позволяет работать с металлами, имеющими разные показатели плавления. Этому также способствует плавный нагрев, защищающий тонкостенные элементы от деформирования и прожига.
Аппаратура для газовой сварки самодостаточна. Для ее работы достаточно наличия электросети с розеточным выходом. Поэтому проводить сварочные действия можно в неограниченном пространстве.
Правильно подобранный электрод и тип огня создает ровные, качественные соединения. Это способствует применению в обработке деталей для трубопроводов.
К минусам применения газовой сварки относят повышенную опасность работы. Рабочая смесь является легко воспламеняемым, взрывоопасным веществом, требующим осторожности в обращении.
При обработке прогревается не только зона сваривания, но и поверхность рядом с ней. Это может привести к деформации, что не позволяет работать с металлами толще пяти миллиметров. По этой же причине газовыми аппаратами не проводится соединение внахлест.
Методика и технология газового типа сварки

Технико-технологическое соблюдение работы – важная часть газовой сварки. Получение надежного, ровного шва напрямую зависит от того, как была проведена обработка металла.
Как и при других типах сварных работ, выполнение задачи начинается с подготовительного этапа. Он включает в себя очищение зоны обработки от грязи, лишних включений, неровностей.
Это проводится наждачкой, напильником, металлической щеткой либо шлифмашинкой. Далее подбирается технология обработки.
Существует две противоположных методики:
- Горелка перемещается слева направо – сначала производится воздействие пламени, потом соединение с присадочным прутком.
- Горелка перемещается справа налево – сначала применяется пруток, потом пламя, соединяющее края шва.
Второй метод применяется чаще. Он характеризуется более качественным прогревом шва. Однако при первом методе расходуется меньше рабочей смеси, а полезный коэффициент на двадцать процентов больше.
Электроды подбираются в соответствии с толщиной детали, которая будет обрабатываться. Для каждого метода газовой сварки существует своя формула вычисления диаметра прутка.
Для левого метода – d=S/2+1, для правого – d-S/2. S – это показатель толщины металла детали. Он измеряется в миллиметрах.
Способ газового сваривания зависит от толщины детали, ее положения и ширины требуемого шва. Значение также имеет применяемый тип смеси. Опытный работник может устанавливать настройки по своему усмотрению.
Советы

При изучении сути и процессов газового сваривания аппаратами для газовой сварки нужно помнить – этот тип обработки металлов производится при помощи легко воспламеняемых, взрывоопасных веществ.
Это требует от работника осторожности. Он должен быть внимателен к деталям в процессе сварных действий, до них и после. Нельзя допускать толчки, удары баллонов, оставлять включенное оборудование без присмотра.
Сварщику на начале пути изучения работы с аппаратами на газу стоит учитывать пару советов:
- Тренировочные работы проводи с кислородом и ацетиленом.
- Пропановой сварке подходит горелка ГЗУЗ-02. Присадочные прутки модели Св08г2с.
- Не игнорируй подготовительный этап.
- Газопрессовая обработка требует надежное крепление детали. Используй пресс либо другую гидравлику.
Выбор левого или правого метода газовой сварки зависит от детали и предпочтения сварщика.
Заключение
Для газового типа сваривания применяются горючие газы. Чаще это ацетилен и кислород. Ацетилен имеет заменители (метан, водород и другие).
Тип пламени зависит от пропорций в рабочей смеси. С пропаном лучше работать более опытным сварщикам. Новичкам стоит использовать смесь кислорода и ацетилена.
Подготовительный этап газовой сварки может сыграть ключевую роль в качестве и надежности соединения.







