Проведение дуговой сварки покрытыми электродами - схема выполнения, плюсы и минусы

Дуговую сварку покрытыми электродами применяют, чтобы соединить металлические изделия. Электропайка называется дуговой, потому что сварочный луч энергии, который образуется в электроде в момент работы, имеет дугообразную форму.
Электрод – есть проводник, который окружен специальной инертной средой. Её составляющие это глинозём, магнезия, никель, известняк, марганец, железо.
В статье разберемся, как с помощью дуговой сварки покрытыми электродами качественно работать с металлами.
Основы
Дуговая электросварка покрытыми электродами - это хороший способ соединить без зазоров или разъемов две детали. Для разных видов материалов (металл, керамика, пластмасса и т.п.) выбирают разные виды сварки. Например, пластмассу не сваривают электродами.
Металлический провод способствует надёжному соединению расплавленных краёв двух элементов. Электрическая дуга сваривает концы деталей очень крепко. Так, что они стают одним целым, а сварочную ленту потом нельзя разъединить.
Чтобы спаять детали, нужно знать особенности сварки разных материалов. От того, на каком уровне вы владеете навыками работы с электродом и аппаратом, зависит результат. Проводников должно быть много. Так у вас будет возможность практики.
А с количеством попыток возрастёт качество работы. Три миллиметра или меньше – это самый удобный размер металлического изделия, чтобы научиться электродуговой сварке покрытыми электродами.
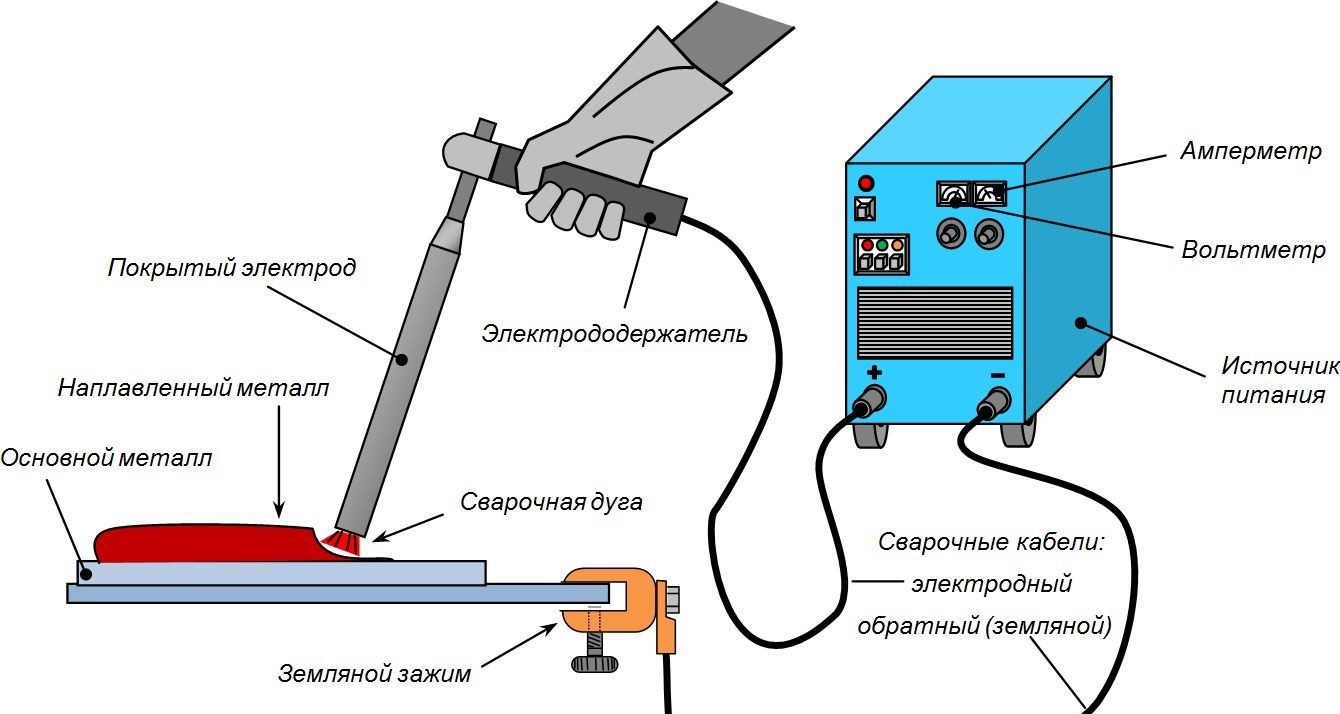
Прежде, чем начать работу нужно присоединить плюсовой и минусовой кабели. К электродному вы подключаете держатель, а к обратному – аппарат.
Прежде чем приступить, подготовьте все материалы, инструменты. Тщательно очистите их от пылевых частиц или любых других веществ, которые могут стать преградой в процессе сварки.
Нюансы

Дуговая сварка покрытым электродом имеет как положительную, так отрицательную сторону. Овладеть основными навыками работы мало. Нужно также знать нюансы выбора оборудования.
Руководствуйтесь правилом: дорогой инструмент равно удобный в применении. При выборе обратите внимание на их возможности. Оборудование должно быть способно:
- сваривать изделия в труднодоступных местах;
- качественно работать в разных позициях;
- спаривать все виды металлов.
Ручные аппараты для дуговой сварки покрытыми электродами также имеют минусы, которые стоит учитывать:
- показатель полезного действия ниже, чем у других методов;
- результат работы во многом зависит от умений мастера больше, чем от самого инструмента;
- появление вредных веществ: искры, испарения; они плохо влияют на зрение.
Важно: чтобы не навредить своему здоровью, нужно использовать специальную одежду во время работы электродуговой сваркой: безопасная форма, защитные очки, маска типа «хамелеон». Эти приспособления берегут глаза от возможного повреждения, но позволяют работать без преград.
Технология
Чтобы обеспечить прочное слитие концов деталей, которое не будет иметь бугорков и неровностей, нужно придерживаться определённой технологии.
В технике электродуговой сварки покрытыми электродами выделяют два типа работы, что позволяют поджечь луч:
- точечный вид: удары напоминают точки, которые мастер делает проводником по
деталям; - чирканье: действия похожи на чирканье зажигалкой.
Разные виды металлов характеризуются различными особенностями: положительными и отрицательными. Например, какие-то из них поджигать намного труднее, чем другие и наоборот.
В основном, характеристики проводника будут зависеть от его же покрытия, а также вида поджога.
Работать с новым аппаратом легче. Чтобы сделать дугу можно лишь дотронуться ним до металла, а потом поднять на высоту примерно 2-3 миллиметра.
Если проводник приводился в действие уже не раз, могут возникнуть трудности – появляется плёнка из шлака на кончике. Чтобы появилась искра, следует активировать точечный метод пару раз, ударив проводником по детали.
Электрический заряд возникает между электродом и деталью. Это расстояние называется длина дуги. Её коэффициент определяется размером электрода. Его диаметр должен составлять 0,5 – 1, 2.
Чтобы в итоге работы шов был гладким, без повреждений, зазор между инструментом и металлом нужно соблюдать минимальный.
Начальный этап
Чтобы паять дуговой сваркой покрытыми электродами и металл, и аппарат следует привести в готовность к работе. Сами приспособления нужно включить.
Все детали - тщательно очистить, надёжно закрепить. Они не должны болтаться, мешая работе. Мастеру следует экипироваться правильной маской, очками, одеждой.
Поджигать материал на металле можно потренироваться. Эту рекомендацию нужно соблюдать, чтобы проверить, каким способом и по какой технологии лучше работать с вашим видом.
Дуга
Новичкам советуют сохранять дугу короткого размера во время пайки. Такое ухищрение поможет создать идеальный валик. Но даже это требует практики. С первой попытки почти ни у кого не получается сделать дорожку без изъянов.
Распознать длину дуги мастер может по звуковым характеристикам. У короткой сопровождающий звук ровный, а у длинной – звучный, режет слух.
При коротком варианте комфортнее сделать хороший шов, потому что капель металла немного. Если работать с коротким лучом, то проводник тоже плавиться гладко, ровно, что позволяет получить желаемую глубину плавки.
В теории каждый понимает, как сварить два куска металла. Зато чтобы сделать хорошую дугу – надо много практиковаться. От интенсивности электрического тока зависит качество дуги, а от самой дуги - каким получится шов.
Дуга может прерываться. Тогда ее надо снова активировать, заполнить лакуны между частями шва.
Если работать неправильно, на детали можно сделать ожог. Потом на этом месте металл начнет разрушаться.
Шов

Детали соединяются посредством шва. Чтобы сделать это сваркой, нужно проработать его так, чтобы он был прочный и качественный. Называют три типа соединяющих сплавов.
- Ниточный: делается движениями поступательными, в длину; его ширина – 3 мм; используется для сплава тонких деталей или тех, чьё значение не очень важно для картины в целом; соединяет детали некрепко. Это несложный способ. Его могут хорошо сделать новички, так и мастера с опытом. Именно этот вид шва есть базисным – освоив его, можно изучать другие.
- Продольно-поперечный: делается вертикальными и горизонтальными движениями; нужно научиться управлять электродом – умело вести его вдоль и поперёк; ширина такого сплава: 1 – 1,5 см.; он крепкий, отличается прочностью. Обычно выполняется технологией «зигзаг»: проводник ведут вправо-влево на расстояние 10-15 мм к каждому краю. При этом важно качество дуги. От неё зависит, какой будет дорожка по качеству, а также количество шлаков на ней.
- «Мертвый»: самый крепкий; создается равномерными движениями в трёх разных направлениях. Начинать нужно как продольно-поперечный шов. Закончив его, следует вернуть обратно, проделав тот же путь. Таким образов получается двойной продольно-поперечный шов. Заваренная линия получается очень качественной, сплавленной, как бы, накрепко. В этом виде важно соблюдать правила работы с прибором. Если делать это неправильно, дорожка получиться слишком «жирной», с большими примесями шлаков.
Чтобы полоса шва была идеальной, нужно в завершение работы, счистить весь накопившийся за время сварки шлак. Если вы что-то сделаете не так, сразу заметите.
Пострадает не только эстетическая сторона, но и практическая, внутренняя. Кривая, с забугрениями полоса означает, что в ней есть пробели, может, ожоги. Лента на изделии вряд ли будет долговечная.
Промахи новичков
Итак, мы уже знаем, как работать электродуговой сваркой с покрытыми электродами правильно. Среди ошибок есть шесть типов:
- размер, форма неправильные;
- оставлены лакуны, полости;
- образовались деформации;
- некоторые части непроваренные;
- слишком твёрдые вкрапления;
- другие недостатки.
Мы предлагаем изучить самые распространенные промахи, которые делают новички при электродуговой сварке покрытыми электродами. Их хорошо знать, чтобы не повторять самому.
- Длина дуги. Она или слишком короткая, или слишком длинная. Если длина маленькая – шов сваривается жестким, неровным, а шлаков очень много. Если наоборот – металл разбрызгивается очень интенсивно, а из-за этого дорожка тоже кривая. Также великое расстояние между дугой и электродом создает дугу нестабильную, поэтому «дыр» получается очень много.
- Скорость. Если паять со слишком высокой или слишком низкой скоростью, работа получится плохая. К примеру, слишком быстрое управление аппаратом приводит к тому, что дорожка образуется искривленная, с высоким наплывом шлаков. Валик получается тонкий, поэтому изделие сварено непрочно. При слишком медленном темпе работы, шов выходит толстый, громоздкий.
- Настройки. Нужно правильно выставить ампераж на аппарате. Он проектируется соответственно типам деталей, с которыми мастер работает. При заниженной интенсивности валик будет затонким, а, значит, сплавление непрочное. Валик, который создается при высоком напряжении, получается плоским и переполненным шлаком.
- Подготовка. Недостаточная подготовка поверхностей – очень распространённая ошибка. Это делает дорожку хилой, с неровностями, прорехами. Очень важно тщательно очистить поверхности, аппарат от загрязнений, остатков лака, пороха, масла и т.п. В противном случае мастер получит хлюпкий шов с кучей несобранных остатков.
- Наклон. Чтобы сплав получился крепким, важно сохранять правильный градус наклона проводника при сварке. Если наклон чрезмеру горизонтален, лента будет кривая, чешуйчатая. Если наклон перпендикулярный, то чешуйки соединяются в огромный валик, который остается «хранилищем» шлака.
Подведем итог

Техническими ошибками могут быть разные несоответствия в соотношении тока и металла, неправильно выбранная сварочная поверхность, поломка аппарата, другие неисправности.
Одним из самых важных факторов в процессе дуговой сварки покрытыми электродами есть хороший шов. Нужно внимать нескольким чертам, что определяют качество сваренной ленты.
Чтобы дело было сделано хорошо, нужно знать, как варить металл, как правильно соединять некоторые критерии:
- ампераж;
- наклон;
- высота дуги;
- тип электрода;
- скорость аппарата.
Если сочетать эти факторы, работа будет надёжной, а шов будет держаться много лет.
Технология спайки – это основа, которую надо сначала хорошо изучить, а потом практиковать. При этом, советуется приступать к практической работе лишь тогда, когда знания будут досконально усвоены.
Если вы будете знать, как работать со сваркой и металлом, то останется только проработать мастерство на практике.







