Основные виды неразрушающего контроля сварных швов, трактовка результатов

История развития электросварки, как способа соединения металлов, берет начало еще в XIX веке. С годами технология развивалась и совершенствовалась.
Но, даже при соблюдении технологического процесса, могут возникнуть повреждения сварочных швов. Результатом чего буде риск нестабильности соединения. У мастеров возникла необходимость в контроле над качеством сварного соединения.
Первым неразрушающим методом стал поверхностный осмотр. Но невооруженным глазом можно увидеть лишь поверхностную часть брака. Встал вопрос о разработке других видов, с помощью которые выявляют недостатки скрытые внутри шва.
Вскоре появилось много способов для определения качества сварных соединений, отличающихся по принципу обнаружения дефектов. Их существует два типа разрушающие и неразрушающие.
По понятным причинам, последние стали наиболее используемыми. О них, мы вам и расскажем.
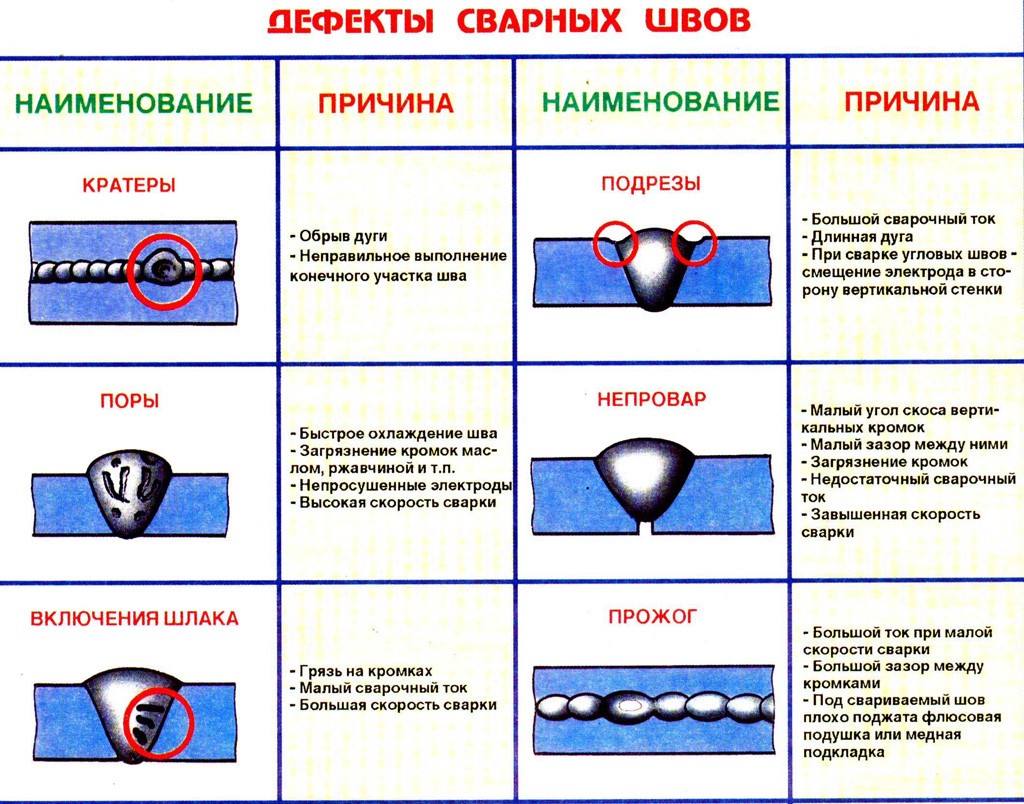
Основные виды дефектов
Применяя методы неразрушающего контроля, обнаруживают внешний и внутренний брак.
К внешним (наружным) изъянам причисляют следующие повреждения – незаваренные кратеры, непровары, подрезы, наплывы, прожоги.
Причина их появления кроется в неверно установленных значениях (скорость сварки и напряжение в дуге) присутствие окиси на свариваемой поверхности, резкое остывание металла.
основным внутренним дефектам относят горячие и холодные трещины, газовые поры, внутренние шлаковые включения. Появляются из-за нестабильного внутреннего давления и окиси металла.
Методы неразрушающего контроля
Одним из первых методов неразрушающего вида дефектологии был метод сравнения качества шва с образцами-эталонами. Вначале профессионал на образцовой детали делал, как ему казалось, качественный шов.
После, по нему сверяли все остальные швы на идентичность. Позже выяснилось, что неразрушающий метод имеет большой недочет: качество шва опирается на сугубо субъективное мнение сварщика и не более.
Ненадежность этого вида контроля дало толчок развитию более точных видов проверки. Ниже, мы опишем, самые применяемые из них.
Капиллярный метод

Метод капиллярного контроля, в основном, применяется на производствах небольших масштабов. Обуславливается это тем, что для его проведения не требуется дорогое оборудование и специальных знаний у контролера.
Зачастую, и в крупнопромышленных производствах нет необходимости в проведении сложной поверки, поэтому обращаются к капиллярному способу. В чем же заключается суть метода?
В процессе капиллярного метода исследования качества используют вещества, которые называются пенетранты (жидкие вещества).
Нанесенный на шов раствор, проникает даже в микроскопические наружные повреждения, окрашивая их в яркий цвет. Это дает возможность быстро выявить трещины и вмятины.
Процесс проведения обследования сварных соединений по методу капиллярного контроля достаточно прост. Поверхность сварочного шва обрабатывают пенетрантом и ожидают его равномерного распределения.
Если в соединении имеются трещины или вмятины, то вскоре их станет видно визуально. Более того, станут видимы размер и форма дефекта. Недостатки в этом неразрушающем методе тоже существуют: он не выявляет скрытые изъяны.
Чтобы тщательно осмотреть шов на предмет недостатков, контролер применяет лупу или микроскоп, в случае наличия слишком мелких повреждений.
Прежде чем нанести раствор на сварочное соединение, его поверхность зачищается от загрязнения. Как правило, жидкость распыляется с помощью баллона или применяют кисть. Когда деталь небольших размеров, ее могут погрузить в раствор полностью.
В продаже есть широкий выбор для определения внешних дефектов. Различаются они по многим параметрам: от цены и до состава. Специалисты советуют отдавать предпочтение тем жидкостям, которые зрительно делают изъян больше.
То есть в процессе контроля применяется два вида веществ. Индикатор, с помощью которого обнаруживают дефект, и проявитель, которым удаляется первая жидкость, чтобы определить его размер.
Последовательное использование двух веществ упрощает выявление трещин и облегчает сам процесс.
Как индикатор обычно используют разноцветные краски, флуоресцентные вещества (светящиеся в темноте) или масло, нагретое до высокой температуры. Проявителем служит либо бензол, либо слабый водный раствор извести.
Радиографический метод
Когда металл облучают рентгеновскими лучами, такой неразрушающий метод называют радиографическим контролем. Если в сварочном шве есть невидимые глазу дефекты, то лучи свободно проходят насквозь.
Отсутствие пустот в шве или если они не критичны, то степень интенсивности проникающих лучей снижается.
Фиксирование проекции образца проводится с использованием радиографической пленки. Химический состав покрытия пленки реагирует на рентгеновское излучение.
Толщина проверяемого материала, фокусное расстояние и качество пленки не влияют на четкость получаемого снимка с отображением скрытых дефектов или без них.
Доказанная точность радиографического контроля, имеет одновременно и существенные недостатки. Для работы этим методом следует придерживаться строгих мер предосторожности.
Халатное отношение к их соблюдению ведет к получению больших доз радиации контролером. А способность рентгеновских лучей электризовать воздух, может привести к печальным последствиям.
Подробно об этом методе контроля вы можете прочитать на нашем сайте.
Визуально-измерительный метод

Самым доступным методом неразрушающего контроля сварных швов является визуально-измерительный. Он основан на внешнем осмотре сварного соединения или с применением подручных инструментов (лупы, измерительной линейки и т.п.).
Визуально-измерительный контроль не нуждается в специальном оборудовании и нужных профессиональных знаний у проверяющего.
Для начинающих сварщиков существует набор, в котором есть все необходимые инструменты и руководство по выполнению этого вида дефектологии.
Серьезным минусом метода будет оставаться вероятность упущение из вида дефекта. Причины могут быть разными – невнимательность или отсутствие достаточного опыта.
Визуальному контролю мы посвятили отдельный материал, с которым вы можете ознакомиться.
Ультразвуковой метод

Метод неразрушающей ультразвуковой дефектоскопии почти идентичен радиографическому. Только вместо рентгеновских лучей, через металл проходят ультразвуковые волны.
При прохождении сквозь сварочное соединение, если есть внутренний изъян, ультразвуковые волны видоизменяются, отражаясь от него. Регистрация изменений выполняется дефектоскопом.
Работая с ультразвуковым дефектоскопом, специалист обращает внимание на скорость, с которой проходит ультразвук, и показатель его угасания при возвращении обратно.
Метод ультразвука показывает условную точность и полную визуальную информацию. С ультразвуком удается выявить все виды дефектов, определить их масштаб и расположение.
Но для его проведения придется установить дорогое рентгеноборудование и принять на работу специалистов своего дела – рядовому сварщику поручить выполнение этого контроля нельзя.
Поэтому, только большие предприятия обращаются к проверкам на дефектоскопе.
Послесловие
Приведенные в материале виды неразрушающего контроля, используются повсеместно: от мини-мастерских частных лиц до крупных предприятий.
Применение каждого из методов позволяет провести тестирование сварных швов разной сложности. В качестве примера, можно привести тестирование сварочных швов газо- и нефтепроводов.
Наряду с методами неразрушающего контроля задействуются и методы разрушающего контроля. Но любое производство обращается к методам первого вида. Пользуетесь ли вы неразрушающим контролем? Будем рады, если поделитесь своим опытом.







